
Le porosità possono creare perdite di fluidi, trasudamenti (bleed out) o difetti superficiali.
Il nostro processo di impregnazione permette di eliminare i difetti legati alle porosità dei componenti ottenuti per fusione, pressofusione e sinterizzazione.
Il processo Fimet per l’impregnazione
Conformità dei componenti metallici
Le resine insolubili in acqua e altri solventi utilizzate nei nostri impianti penetrano a fondo per mezzo di un’opportuno livello di vuoto, arrivando a sigillare in modo permanente anche le micro-porosità, invisibili ad occhio nudo.

Una soluzione anche per i difetti qualitativi
L’impregnazione permette inoltre di eliminare tutti quei difetti delle superfici che possono compromettere la qualità dei componenti durante trattamenti chimici come: galvanica, verniciatura, cromatura e ossidazione anodica; tutto senza modificare o variare le caratteristiche dimensionali del prodotto.

La tecnologia d’impregnazione con resine acriliche consente il recupero pressoché totale dei componenti che verrebbero altrimenti scartati.
1
2
3
4
5
6
1
2
3
4
5
6

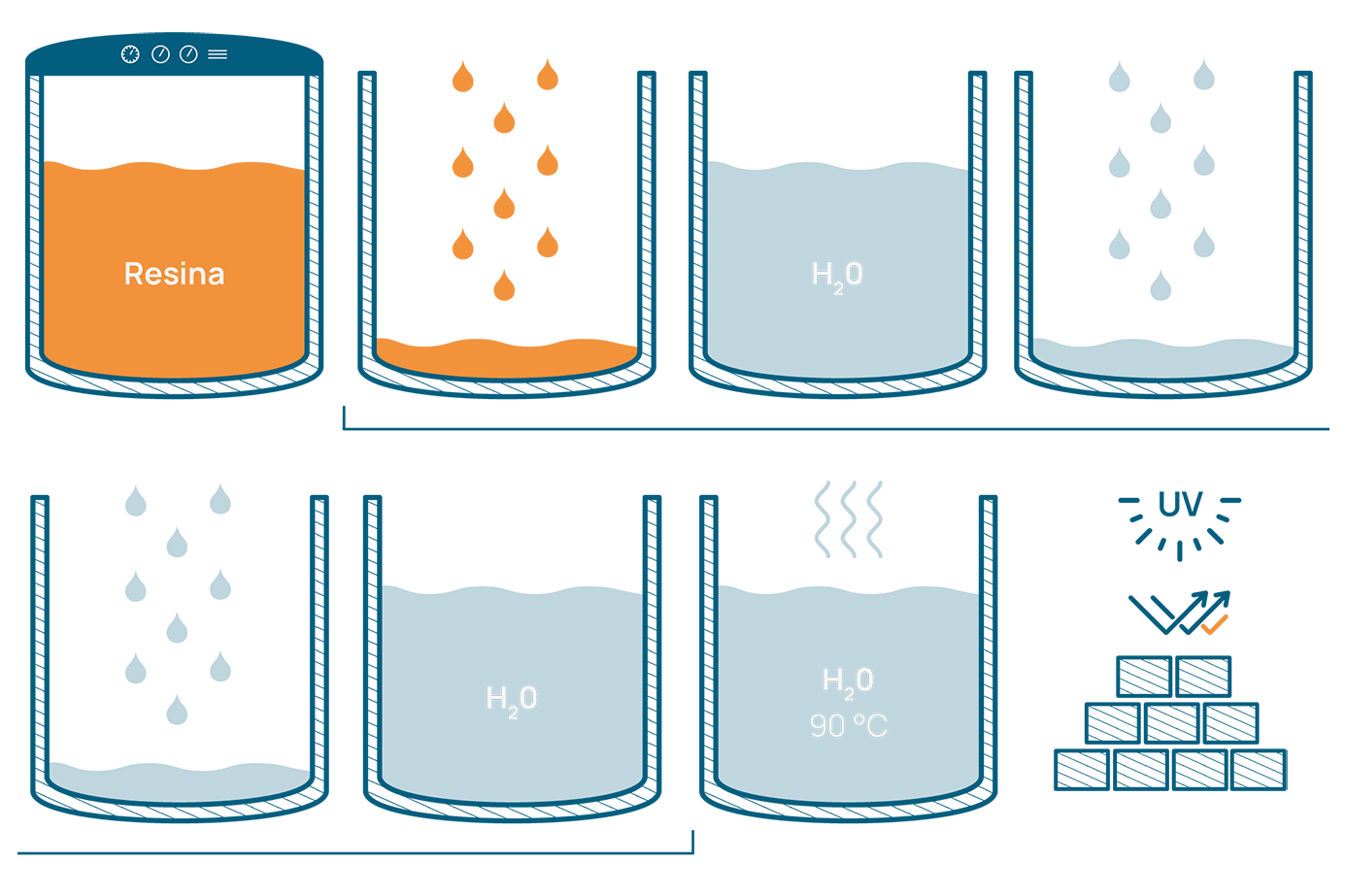
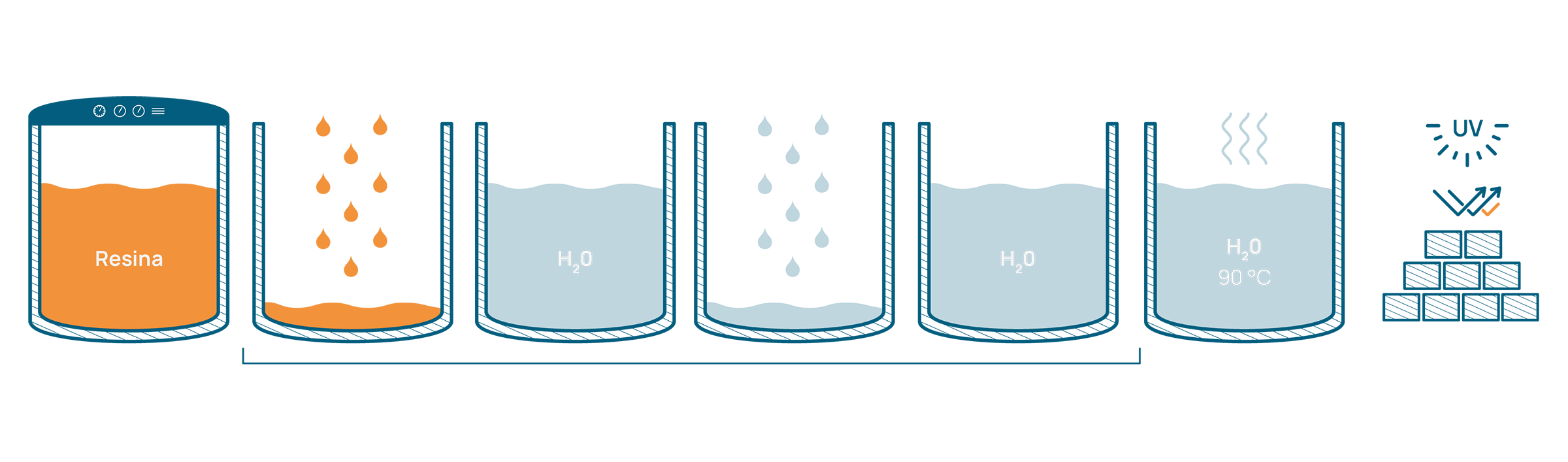
Nell’autoclave i pezzi vengono prima sottoposti a vuoto a secco fino a raggiungere una pressione inferiore a 0,6 mbar per permettere la fuoriuscita di aria e di eventuale umidità.

Una volta raggiunto il vuoto a secco, i pezzi vengono immersi nella resina. Il vuoto viene poi mantenuto per permettere alla resina di penetrare all’interno delle micro-porosità.

I pezzi, ancora immersi, vengono prima riportati a pressione atmosferica e poi sottoposti ad ulteriore pressione fino a 5 bar, per garantire il fissaggio.

Una volta eliminata la resina in eccesso tramite sgocciolamento, si passa alla fase successiva: doppio risciacquo in vasche con acqua a temperatura ambiente, intervallato da un ulteriore sgocciolamento di acqua.

La polimerizzazione della resina si ottiene riscaldando in fine il metallo con acqua calda a 90°C.
Dopo la polimerizzazione le micro-porosità risultano completamente sigillate.

Una volta sigillate le porosità avviene un primo controllo visivo e la successiva pulizia della resina in eccesso su eventuali particolari e filettature. In fine la fase di controllo qualità a campione attraverso i raggi UV.
Per raggiungere i più elevati standard di sigillatura delle micro-porosità, l’intero ciclo di impregnazione avviene in ambiente climatizzato, per mantenere la temperatura costante in qualsiasi stagione.